Self-priming pumps automatically remove air, allowing seamless fluid transfer without manual priming.

Booster sets maintain consistent water pressure by automatically adjusting pump performance to demand.

Pre-assembled pump systems designed for rapid fire suppression, ensuring reliable water delivery in emergencies.

Efficient pumps that maintain consistent hot water flow in heating and plumbing systems.

Designed to handle demanding applications, delivering water at high pressures for industrial and commercial needs.

Versatile single-stage pumps ideal for general water transfer and circulation applications.

Specially designed to filter and circulate water, keeping pools clean and properly maintained.

Powerful pumps that handle wastewater and drainage, preventing flooding and ensuring efficient waste disposal.

High-performance pumps that provide strong water flow for fire suppression, ensuring safety in critical situations.


Engineered for handling abrasive slurries, ensuring efficient and reliable transfer in mining and industrial applications.
Designed for moving thick sludge with high solids content, ideal for wastewater treatment and industrial processes.
Efficient pumps for transporting untreated water from natural sources to treatment facilities or industrial use.
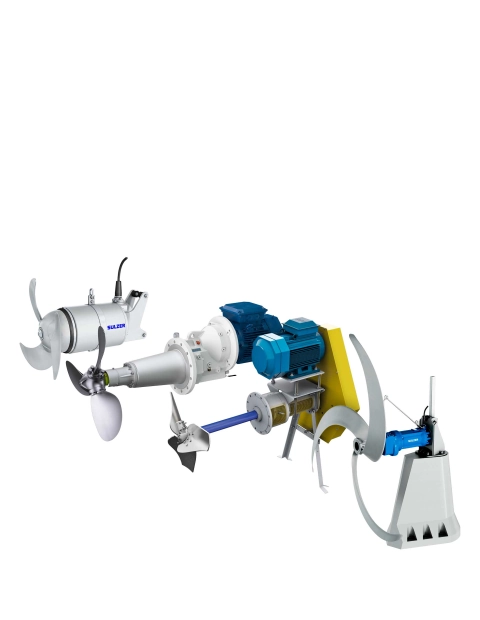
Essential for maintaining uniformity in liquids, preventing settling, and enhancing mixing in industrial processes.

Separates and cleans grit from wastewater, improving system efficiency and reducing maintenance costs.

Heavy-duty equipment that reduces solid waste size for easier processing and disposal in wastewater systems.

Fine filtration systems that remove suspended particles, improving water quality in industrial and municipal applications.


Efficient solutions for creating vacuum conditions in industrial, medical, and research applications.

Designed to handle high-temperature fluids, ensuring reliable circulation in heating and industrial systems.

High-pressure positive displacement pumps for demanding applications like industrial cleaning and fluid transfer.

Robust pumps delivering consistent pressure and flow for hydraulic systems and high-pressure applications.

Engineered for handling large volumes of fluid under high pressure, ideal for industrial and commercial use.

A space-saving pump designed for efficient water removal in mining, construction, and industrial applications.

A powerful and durable solution for high-volume water transfer, ideal for demanding dewatering operations.


ECW series are single-stage, end-suction pumps with back pull-out design and top centerline discharge. Built per EN 733 with DIN flanges, they handle clear and slightly raw water with minimal vibration for continuous operation.

Single-stage chemical process pumps handle various chemicals with slight impurities. They feature balanced impellers for smooth operation and adjustable clearance for efficiency, meeting ANSI B73.1 standards.

Medium consistency pulp and process pumps handle syrup, molasses, pulp, and raw water with up to 8% consistency. They feature a semi-open impeller for smooth, low-noise operation and an adjustable wear plate for efficiency.

Slurry pumps transport liquids with solid particles, using durable Hi-Chrome impellers for reliability. They are widely used in mining, dredging, and industrial applications.

Designed for industrial applications, handling various process fluids efficiently.

Ideal for applications requiring automatic priming and efficient fluid transfer.

API-compliant pump for demanding chemical and petroleum applications.

ANSI-standard pump for handling corrosive and industrial process fluids.

ISO-standard pump built for chemical and process industries.

Reliable ANSI chemical process pump for consistent and efficient operation.